
Page 17 - Industrial Plant 2020
P. 17
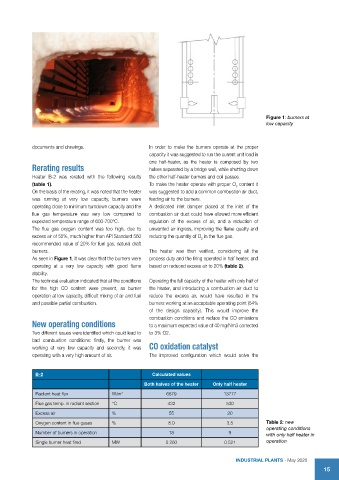
Figure 1: burners at
low capacity
documents and drawings. In order to make the burners operate at the proper
capacity it was suggested to run the current unit load in
one half-heater, as the heater is composed by two
Rerating results halves separated by a bridge wall, while shutting down
Heater B-2 was rerated with the following results the other half-heater burners and coil passes.
(table 1). To make the heater operate with proper O content it
2
On the basis of the rerating, it was noted that the heater was suggested to add a common combustion air duct,
was running at very low capacity, burners were feeding air to the burners.
operating close to minimum turndown capacity and the A dedicated inlet damper placed at the inlet of the
flue gas temperature was very low compared to combustion air duct could have allowed more efficient
expected temperature range of 600-700°C. regulation of the excess of air, and a reduction of
The flue gas oxygen content was too high, due to unwanted air ingress, improving the flame quality and
excess air of 55%, much higher than API Standard 560 reducing the quantity of O in the flue gas.
2
recommended value of 20% for fuel gas, natural draft
burners. The heater was then verified, considering all the
As seen in Figure 1, it was clear that the burners were process duty and the firing operated in half heater, and
operating at a very low capacity with good flame based on reduced excess air to 20% (table 2).
stability.
The technical evaluation indicated that all the conditions Operating the full capacity of the heater with only half of
for the high CO content were present, as burner the heater, and introducing a combustion air duct to
operation at low capacity, difficult mixing of air and fuel reduce the excess air, would have resulted in the
and possible partial combustion. burners working at an acceptable operating point (54%
of the design capacity). This would improve the
combustion conditions and reduce the CO emissions
New operating conditions to a maximum expected value of 40 mg/Nm3 corrected
Two different issues were identified which could lead to to 3% O2.
bad combustion conditions: firstly, the burner was
working at very low capacity and secondly, it was CO oxidation catalyst
operating with a very high amount of air. The improved configuration which would solve the
B-2 Calculated values
Both halves of the heater Only half heater
Radiant heat flux W/m 2 6879 13777
Flue gas temp. in radiant section °C 432 530
Excess air % 55 20
Oxygen content in flue gases % 8.0 3.5 Table 2: new
operating conditions
Number of burners in operation 18 9 with only half heater in
Single burner heat fired MW 0.260 0.521 operation
IndustrIal Plants - May 2020
15